fabrication d'une doseuse à poudre TOUT METAL
Page 1 sur 1

fabrication d'une doseuse à poudre TOUT METAL
par Admin Ven 11 Nov - 19:09
Pour les tombées de poudre, j'ai :
. mes étuis 22 de différentes longueurs
. les dosettes Lee
. la Lee Perfect Powder measure (premier modèle)
. la Lee Pro Auto Disk
. la Lyman 55 restaurée
. la rcbs montée sur la presse 4x4
. la doseuse 'électronique' fabrication maison, EN COURS
La Lee Perfect Powder measure nécessite, selon le constructeur, le passage de 2 réservoirs complets de poudre noire de façon à déposer une fine couche de graphite sur le rotor. Donc c'est ce que j'ai fait à l'achat. Par contre, j'ai mis à la terre le plastique à la fin avant de vider la poudre. La poudre noire est beaucoup plus sensible à la flamme ou à l'électricité statique que les psf.
Donc je préfère ne pas utiliser cette doseuse pour la poudre noire mais c'est peut-être une erreur. Je pense qu'on peut l'utiliser pour la poudre noire en mettant le plastique très régulièrement à une vraie terre. Si on enlève un pull dans l'obscurité, on voit et entend facilement les arcs électriques. Je possède un générateur d'arc piezo, pour enlever les poussières d'un négatif photo.
J'ai des chutes de métaux intéressants et j'aime bien fabriquer de belles choses, je vais me construire une doseuse toute poudre.
Les métaux utilisés seront inox (rotor), laiton (réservoir à poudre, tombée de poudre, bâti entourant le rotor), acier (vis). Je ne peux pas, malheureusement, utiliser un seul métal (laiton). Car je n'ai pas de rotor en laiton. Je ne suis pas spécialiste en électricité statique. Le comportement des électrons en surface est différent en fonction du métal, donc il y aura de l'électricité statique avec la rotation répétée du rotor. Par sécurité, cette doseuse sera reliée par pince croco à la terre. J'ignore la tension continue atteinte par le quartz et j'ignore aussi la tension obtenue par x rotations successives d'un rotor acier autour d'un bâti laiton ! Un côté positif est qu'ici sur cette future doseuse, on a bien 2 excellents conducteurs (laiton à l'extérieur, inox en rotation). La tension est probablement moindre que lors des traditionnelles expériences (ébonite, verre, etc).
Je crois me rappeler que 1cm3 de pnf2 pèse 0,95 g et je vais devoir vérifier ça. Je pense que je vais faire glisser la vis de mon vernier dans un cylindre plus gros, pour avoir 2 gammes de volume de poudre.
Le diamètre de la vis est 6,5 mm. Son avancée maximale (au 1/100 mm) est 29 mm.
J'aboutis, avec cette vis à un volume maxi assez faible : 962,3 mm3 soit 0,9623 cm3 soit (sauf erreur de mémoire) : 0,91 g pnf2.
Si je visse devant la vis une pastille circulaire de 12 mm, mon volume devient 3279,82 mm3, soit 3,27982 cm3 soit probablement 3,11 g.
Si la pastille fait 14 mm, le volume maxi devient 4 464,20 mm3, soit 4,46420 cm3, soit probablement 4,24 g.
Mettre une pastille au delà de 14 mm aboutit à un manque de reproductibilité dans le cas d'un très faible déplacement de la vis.
Je pense que mon rotor va donc avoir un trou traversant, à 11,95 mm pour la fixation de la vis et à 14 mm pour le canal de poudre.
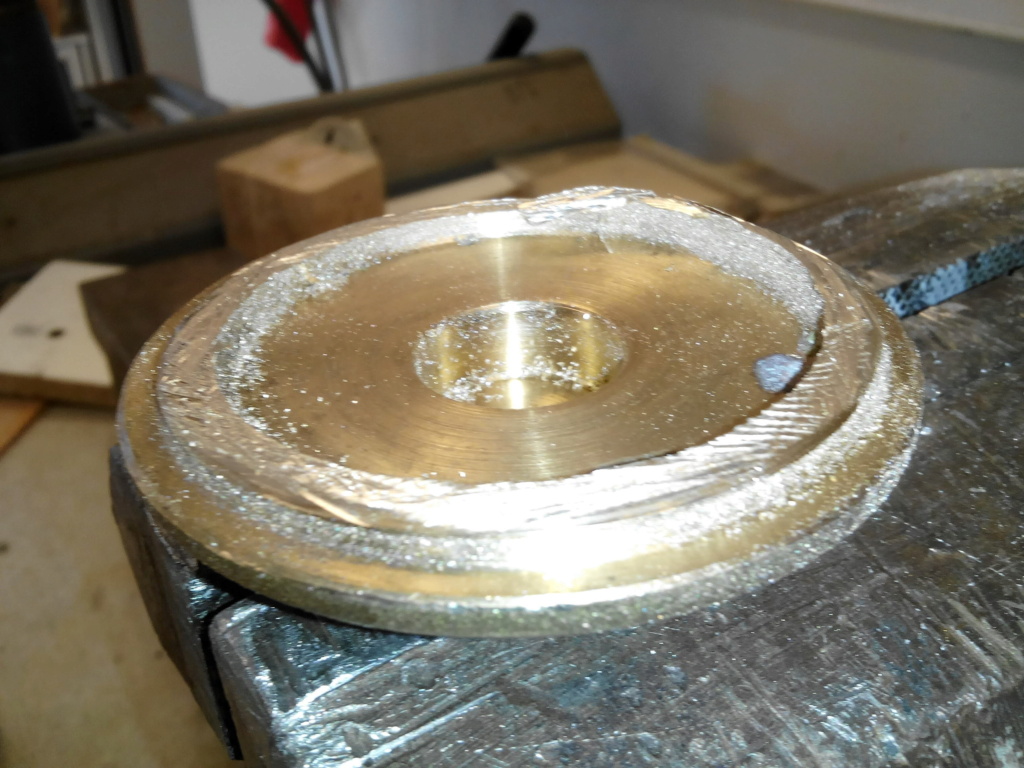
Les pièces principales :
(image6)

Je fais l'erreur de boucher tout de suite ce trou avec de l'alu chimique. Ensuite je passe au tour pour que ça coulisse gras dans mon bâti laiton.
Soit je remets un axe de rotation soit je gratte au tour en 2 passes. Je choisis la seconde possibilité :
(image7)

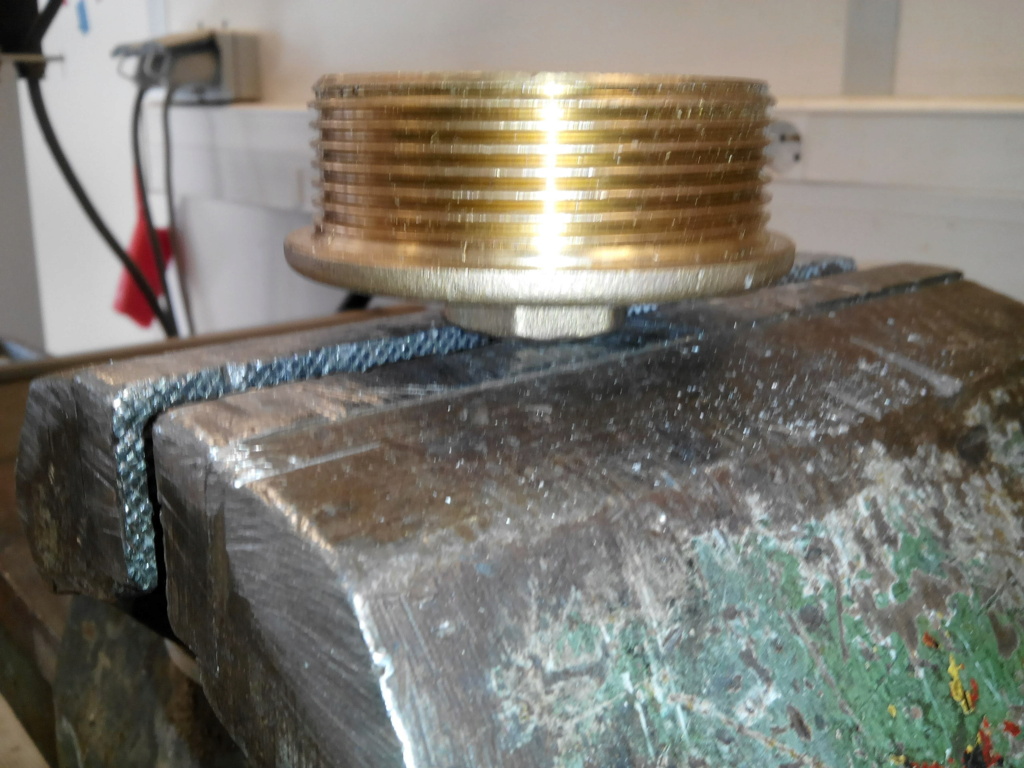
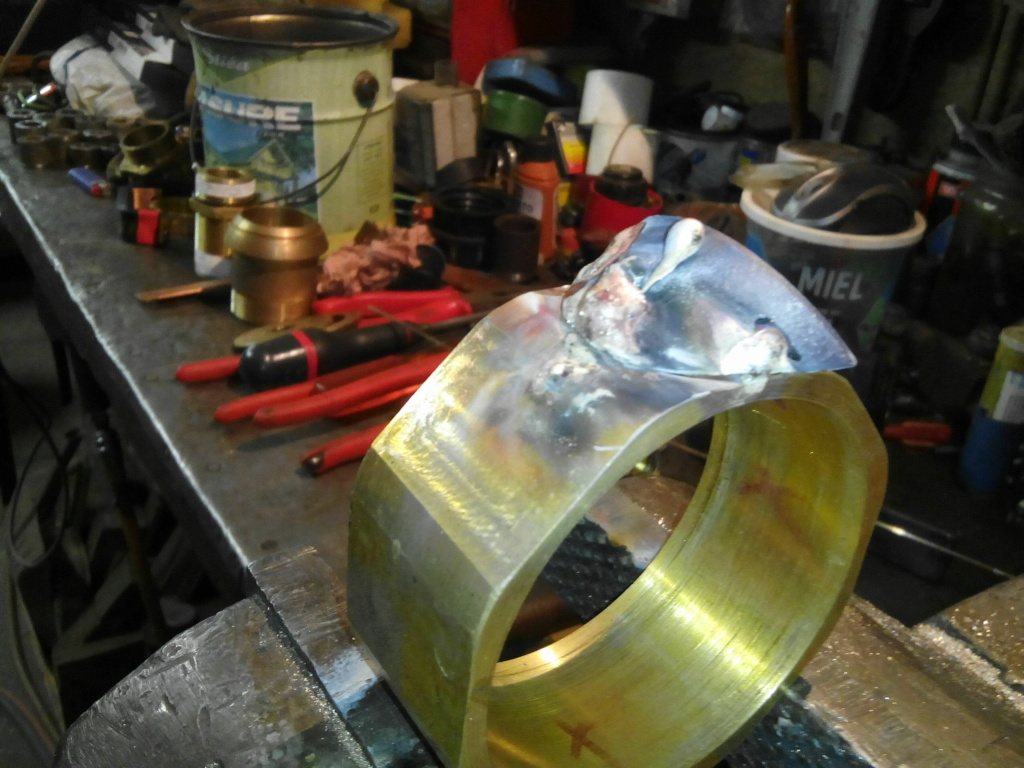
glaçage :
(image8)

Le bâti laiton sera solidarisé au réservoir laiton et soudé cuivre/phosphore/argent à la sortie laiton
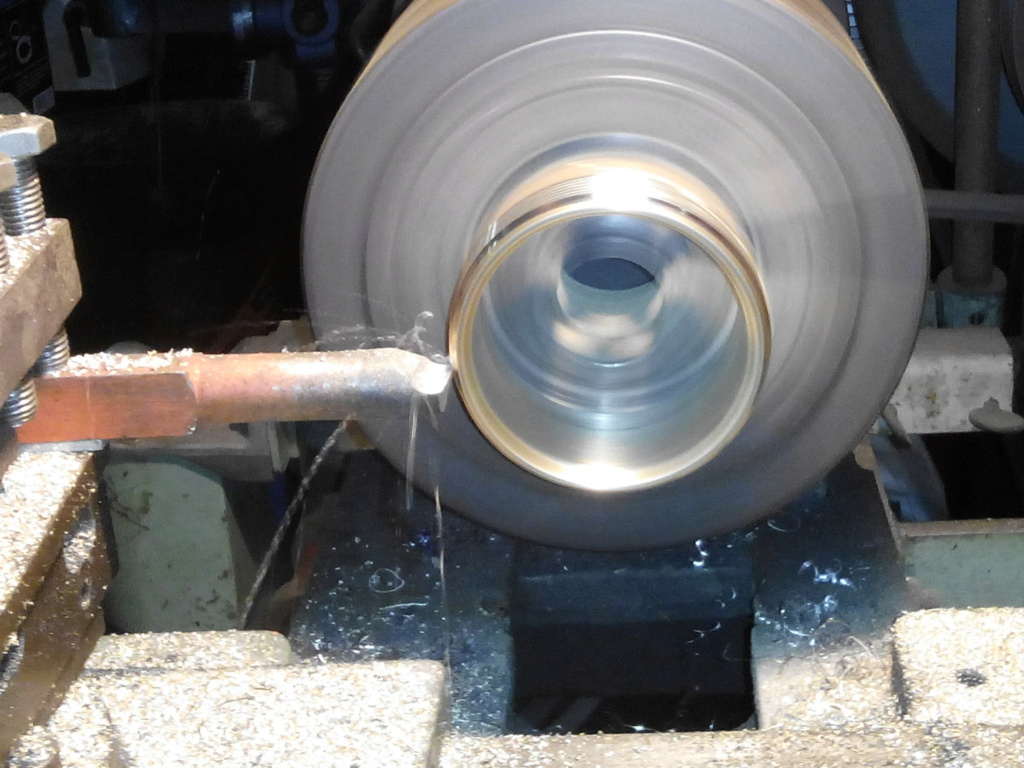
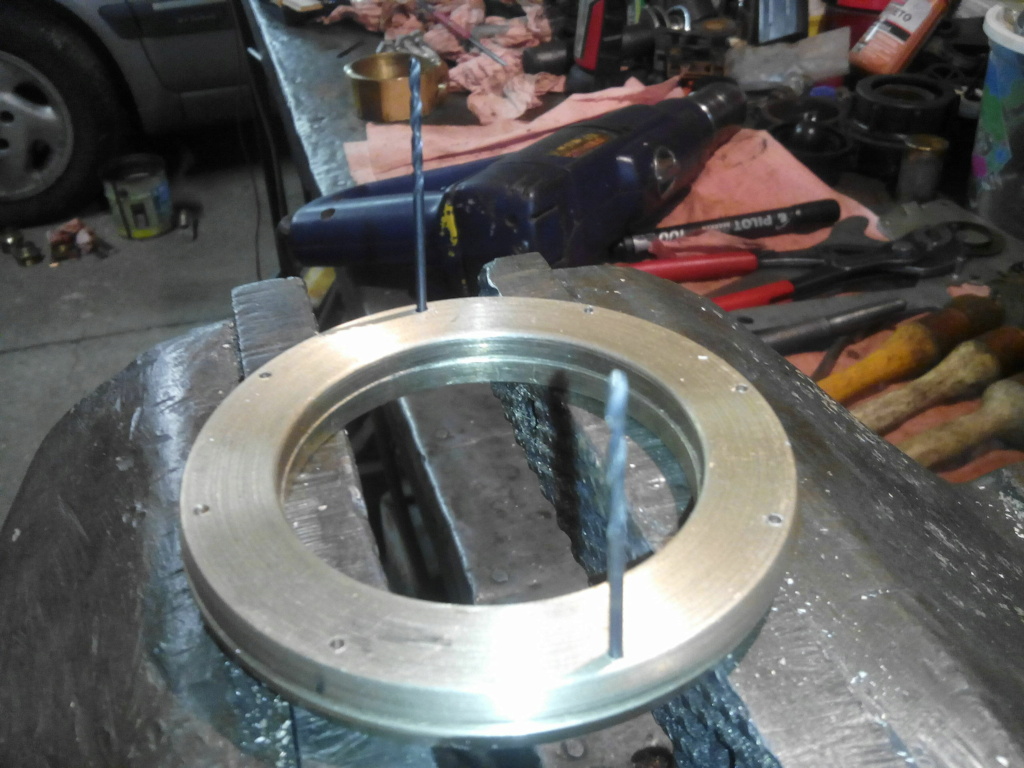
suppression du filetage interne de ma pièce :
(image9)

on s'approche du diamètre du rotor : je mange moins
(image10)

coulissement gras du rotor : émeri 400 puis 1000 :
(image11)

mise du bâti à la bonne épaisseur :
(image12)
Liaison à la presse par 4 plaques de laiton de 2 mm, soit 8 mm d'épaisseur au total. Liseré étain sur le pourtour pour cacher le plan de joint
Le montage se fera sur Lyman all american turret, une vieille presse américaine à tourelle 4 (ancien) petits trous que j'ai transformée en tourelle 3 (récent) trous 7/8'
(image13)

suppression de l'excédent 'circulaire' à la fraiseuse (départ) :
(image14)
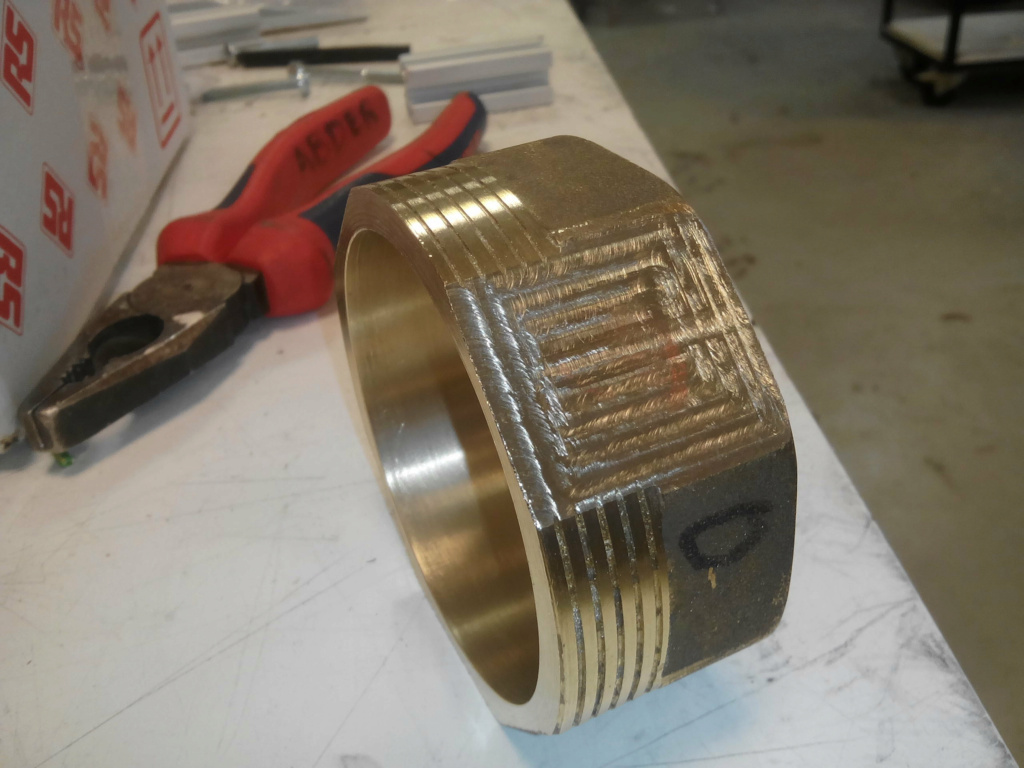
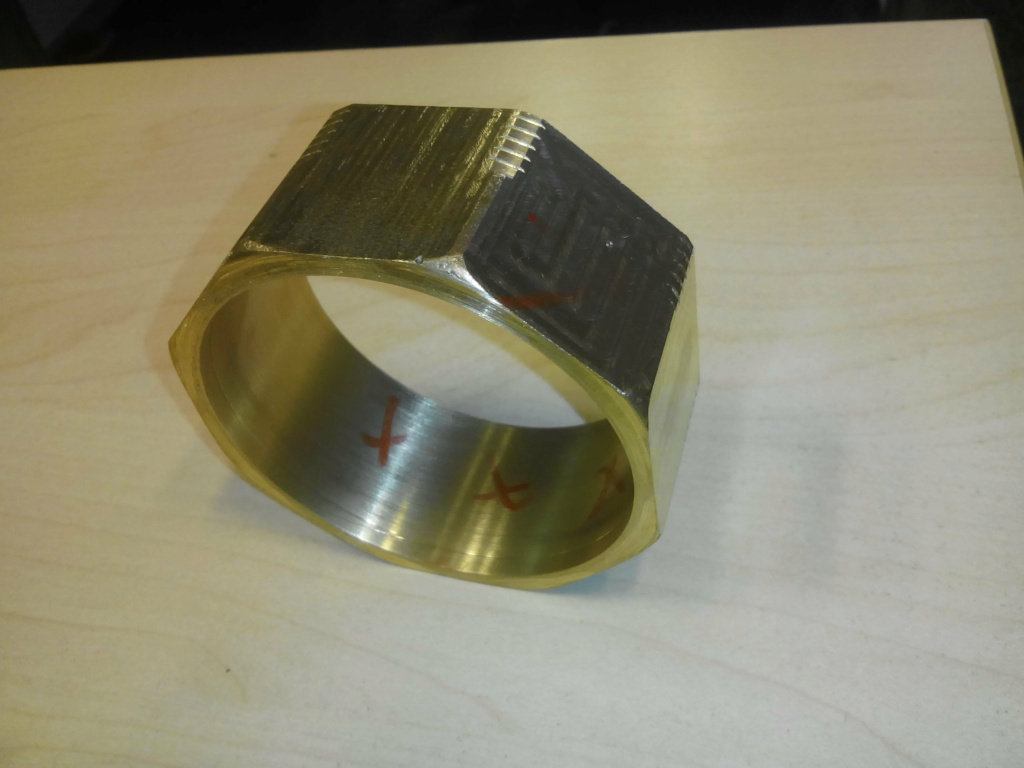
bâti octogonal presque terminé maintenant : (ne reste que le reliquat de filetage à enlever au tour)
(image15)
. mes étuis 22 de différentes longueurs
. les dosettes Lee
. la Lee Perfect Powder measure (premier modèle)
. la Lee Pro Auto Disk
. la Lyman 55 restaurée
. la rcbs montée sur la presse 4x4
. la doseuse 'électronique' fabrication maison, EN COURS
La Lee Perfect Powder measure nécessite, selon le constructeur, le passage de 2 réservoirs complets de poudre noire de façon à déposer une fine couche de graphite sur le rotor. Donc c'est ce que j'ai fait à l'achat. Par contre, j'ai mis à la terre le plastique à la fin avant de vider la poudre. La poudre noire est beaucoup plus sensible à la flamme ou à l'électricité statique que les psf.
Donc je préfère ne pas utiliser cette doseuse pour la poudre noire mais c'est peut-être une erreur. Je pense qu'on peut l'utiliser pour la poudre noire en mettant le plastique très régulièrement à une vraie terre. Si on enlève un pull dans l'obscurité, on voit et entend facilement les arcs électriques. Je possède un générateur d'arc piezo, pour enlever les poussières d'un négatif photo.
J'ai des chutes de métaux intéressants et j'aime bien fabriquer de belles choses, je vais me construire une doseuse toute poudre.
Les métaux utilisés seront inox (rotor), laiton (réservoir à poudre, tombée de poudre, bâti entourant le rotor), acier (vis). Je ne peux pas, malheureusement, utiliser un seul métal (laiton). Car je n'ai pas de rotor en laiton. Je ne suis pas spécialiste en électricité statique. Le comportement des électrons en surface est différent en fonction du métal, donc il y aura de l'électricité statique avec la rotation répétée du rotor. Par sécurité, cette doseuse sera reliée par pince croco à la terre. J'ignore la tension continue atteinte par le quartz et j'ignore aussi la tension obtenue par x rotations successives d'un rotor acier autour d'un bâti laiton ! Un côté positif est qu'ici sur cette future doseuse, on a bien 2 excellents conducteurs (laiton à l'extérieur, inox en rotation). La tension est probablement moindre que lors des traditionnelles expériences (ébonite, verre, etc).
Je crois me rappeler que 1cm3 de pnf2 pèse 0,95 g et je vais devoir vérifier ça. Je pense que je vais faire glisser la vis de mon vernier dans un cylindre plus gros, pour avoir 2 gammes de volume de poudre.
Le diamètre de la vis est 6,5 mm. Son avancée maximale (au 1/100 mm) est 29 mm.
J'aboutis, avec cette vis à un volume maxi assez faible : 962,3 mm3 soit 0,9623 cm3 soit (sauf erreur de mémoire) : 0,91 g pnf2.
Si je visse devant la vis une pastille circulaire de 12 mm, mon volume devient 3279,82 mm3, soit 3,27982 cm3 soit probablement 3,11 g.
Si la pastille fait 14 mm, le volume maxi devient 4 464,20 mm3, soit 4,46420 cm3, soit probablement 4,24 g.
Mettre une pastille au delà de 14 mm aboutit à un manque de reproductibilité dans le cas d'un très faible déplacement de la vis.
Je pense que mon rotor va donc avoir un trou traversant, à 11,95 mm pour la fixation de la vis et à 14 mm pour le canal de poudre.
Les pièces principales :
(image6)

Je fais l'erreur de boucher tout de suite ce trou avec de l'alu chimique. Ensuite je passe au tour pour que ça coulisse gras dans mon bâti laiton.
Soit je remets un axe de rotation soit je gratte au tour en 2 passes. Je choisis la seconde possibilité :
(image7)

glaçage :
(image8)

Le bâti laiton sera solidarisé au réservoir laiton et soudé cuivre/phosphore/argent à la sortie laiton
suppression du filetage interne de ma pièce :
(image9)

on s'approche du diamètre du rotor : je mange moins
(image10)

coulissement gras du rotor : émeri 400 puis 1000 :
(image11)

mise du bâti à la bonne épaisseur :
(image12)

Liaison à la presse par 4 plaques de laiton de 2 mm, soit 8 mm d'épaisseur au total. Liseré étain sur le pourtour pour cacher le plan de joint
Le montage se fera sur Lyman all american turret, une vieille presse américaine à tourelle 4 (ancien) petits trous que j'ai transformée en tourelle 3 (récent) trous 7/8'
(image13)

suppression de l'excédent 'circulaire' à la fraiseuse (départ) :
(image14)

bâti octogonal presque terminé maintenant : (ne reste que le reliquat de filetage à enlever au tour)
(image15)

Dernière édition par Admin le Mar 23 Jan - 13:03, édité 27 fois
Admin- Admin
- Messages : 39
Date d'inscription : 26/08/2022 -

Re: fabrication d'une doseuse à poudre TOUT METAL
par Admin Ven 11 Nov - 19:27
Le réservoir à poudre est cylindrique, il faut donc réaliser un déport laiton à gauche pour l'arrivée et la sortie de poudre.
Réalisation rapide d'un patron :
(image16)

Création des 2 flasques de maintien de rotor : je pars d'un bouchon
(image17)
je vire l'inutile:
(image18)
Le résultat après le fraisage :
(image19)

rebelote, je vire l'inutile :
(image20)

Après fraisage :
(image21)

mise en place du cylindre tronqué qui sera la base du cylindre de tombée de poudre (donc partie basse de la doseuse) :
(image22)

Cette tout métal sera branchée via pince crocodile à un radiateur donc à la terre et tout risque d'électricité statique disparaît. Je n'ai pas essayé de faire un arc sur de la poudre noire, je pense qu'elle y est sensible
Si quelqu'un peut m'en dire plus sur l'électricité statique, je suis preneur …
remarque : il ne faut jamais graisser/huiler le rotor d'une doseuse, quelquesoit la nature du rotor
Je pense qu'il est préférable d'assurer une liaison électrique parfaite entre le rotor et le bâti de la façon suivante : une chute de brosse à brins de carbone
https://www.amazon.fr/kwmobile-Brosse-Vinyle-Antistatique-Nettoyage/dp/B07N2X8H9D sur le rotor, reliée par câble électrique au bâti.
La mise à la terre du bâti ne fait pas de mal mais ne me semble pas absolument indispensable
3 points rapides à l'alliage Ag Cu avant de braser. Le problème est qu'il faut éviter de faire tomber le liquide. On pousse le liquide avec le dard et surtout la pente de la pièce doit être bien adaptée à la face en cours
(image23)
résultat brut :
(image24)

résultat après fraisage au 1/100 e :
(image25)

Réalisation rapide d'un patron :
(image16)

Création des 2 flasques de maintien de rotor : je pars d'un bouchon
(image17)

je vire l'inutile:
(image18)

Le résultat après le fraisage :
(image19)

rebelote, je vire l'inutile :
(image20)

Après fraisage :
(image21)

mise en place du cylindre tronqué qui sera la base du cylindre de tombée de poudre (donc partie basse de la doseuse) :
(image22)

Cette tout métal sera branchée via pince crocodile à un radiateur donc à la terre et tout risque d'électricité statique disparaît. Je n'ai pas essayé de faire un arc sur de la poudre noire, je pense qu'elle y est sensible
Si quelqu'un peut m'en dire plus sur l'électricité statique, je suis preneur …
remarque : il ne faut jamais graisser/huiler le rotor d'une doseuse, quelquesoit la nature du rotor
Je pense qu'il est préférable d'assurer une liaison électrique parfaite entre le rotor et le bâti de la façon suivante : une chute de brosse à brins de carbone
https://www.amazon.fr/kwmobile-Brosse-Vinyle-Antistatique-Nettoyage/dp/B07N2X8H9D sur le rotor, reliée par câble électrique au bâti.
La mise à la terre du bâti ne fait pas de mal mais ne me semble pas absolument indispensable
3 points rapides à l'alliage Ag Cu avant de braser. Le problème est qu'il faut éviter de faire tomber le liquide. On pousse le liquide avec le dard et surtout la pente de la pièce doit être bien adaptée à la face en cours
(image23)

résultat brut :
(image24)

résultat après fraisage au 1/100 e :
(image25)

Dernière édition par Admin le Mar 23 Jan - 13:11, édité 31 fois
Admin- Admin
- Messages : 39
Date d'inscription : 26/08/2022 -
Re: fabrication d'une doseuse à poudre TOUT METAL
par Admin Ven 11 Nov - 19:46
mise en place du cylindre tronqué 2 qui sera la base de la colonne de poudre :
(image26)

brasage du cylindre tronqué 2 :
(image27)

Tournage de la seconde et dernière flasque latérale :
(image28)

Amincissement du cylindre tronqué 2 et de la colonne de poudre. Cure d'amaigrissement jusqu'à faire disparaitre le filet (et même au delà)
(image29)

c'est loin d'être terminé. Il va falloir braser une deuxième fois ... au même endroit !
Nature de haut en bas :
surélévateur de colonne de poudre : laiton
colonne de poudre : laiton
cylindre tronqué : cuivre
anneau : laiton :
rotor : acier chromé, tout comme la vis micrométrique
cylindre tronqué en partie basse : cuivre
cylindre de tombée de poudre : laiton
fixation à la presse : laiton
je pense jouer la sécurité en placant, léchant le rotor, un pinceau en carbone, relié à la terre ...
Y en a qu'ont essayé, ils ont eu des problèmes (Laspallès et Chevalier)
...
Reprise du projet : il ne faut pas se louper sur la fixation des 2 flasques. Je choisis 2 flasques démontables pour avoir une doseuse "symétrique"
passage au tour de l'intermédiaire soudé en bas (pour parfaite juxtaposition avec les 2 flasques) :
(image30)

marquage au tour (sur la face non visible) des 2 flasques (pour aider à la localisation des trous pour les vis) :
(image31)

perçage à 1,5 mm de chaque flasque :
(image32)
Je suis surpris par la difficulté à percer le laiton. Un test préalable dans l'alu a pourtant montré le mordant de mes forets ???
Chaque flasque est maintenue sur le bâti pour percer celui-ci à 1,5 mm. Chaque flasque est ensuite percée à 2,00 mm puis le bâti est taraudé à 2,0*39. Je ne possède pas le correct 2,0*40 mais ça ira bien
(image26)

brasage du cylindre tronqué 2 :
(image27)

Tournage de la seconde et dernière flasque latérale :
(image28)

Amincissement du cylindre tronqué 2 et de la colonne de poudre. Cure d'amaigrissement jusqu'à faire disparaitre le filet (et même au delà)
(image29)

c'est loin d'être terminé. Il va falloir braser une deuxième fois ... au même endroit !
Nature de haut en bas :
surélévateur de colonne de poudre : laiton
colonne de poudre : laiton
cylindre tronqué : cuivre
anneau : laiton :
rotor : acier chromé, tout comme la vis micrométrique
cylindre tronqué en partie basse : cuivre
cylindre de tombée de poudre : laiton
fixation à la presse : laiton
je pense jouer la sécurité en placant, léchant le rotor, un pinceau en carbone, relié à la terre ...
Y en a qu'ont essayé, ils ont eu des problèmes (Laspallès et Chevalier)
...
Reprise du projet : il ne faut pas se louper sur la fixation des 2 flasques. Je choisis 2 flasques démontables pour avoir une doseuse "symétrique"
passage au tour de l'intermédiaire soudé en bas (pour parfaite juxtaposition avec les 2 flasques) :
(image30)

marquage au tour (sur la face non visible) des 2 flasques (pour aider à la localisation des trous pour les vis) :
(image31)

perçage à 1,5 mm de chaque flasque :
(image32)

Je suis surpris par la difficulté à percer le laiton. Un test préalable dans l'alu a pourtant montré le mordant de mes forets ???
Chaque flasque est maintenue sur le bâti pour percer celui-ci à 1,5 mm. Chaque flasque est ensuite percée à 2,00 mm puis le bâti est taraudé à 2,0*39. Je ne possède pas le correct 2,0*40 mais ça ira bien
Dernière édition par Admin le Ven 11 Nov - 23:29, édité 13 fois
Admin- Admin
- Messages : 39
Date d'inscription : 26/08/2022 -
» fabrication d'un gros four à plomb
» fabrication sac à étuis pour psa 38 sp
» fabrication lunette de vue pour tir sportif
» fabrication d'un appareil pour déterminer la constante de raideur k d'un ressort
» fabrication sac à étuis pour psa 38 sp
» fabrication lunette de vue pour tir sportif
» fabrication d'un appareil pour déterminer la constante de raideur k d'un ressort
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum|
|
|